



Cuando pasas mucho tiempo escribiendo sobre relojes corres el peligro de ser repetitivo o mecánico (en el mal sentido de la palabra, y espero que no sea el caso). También ocurre que veces las fuertes campañas de imagen de los relojes hacen que estos pierdan el alma, la idea primera que les dio origen. Por eso es tan gratificante visitar una manufactura: te devuelve al origen de las piezas y eres testigo de cómo nacen. Así ocurrió en mi visita a la Manufactura Montblanc.
MONTBLANC LE LOCLE
La «central relojera» de la Manufactura Montblanc está situada entre las montañas del Jura, conocido como la cuna de la relojería. Aunque Montblanc es una marca centenaria en realidad sólo lleva creando relojes desde 1997. Y aunque es una casa alemana la decisión de establecerse en Suiza remarcaba su idea de convertirse en un gran jugador en la primera división relojera, para lo que creó la marca independiente Montblanc Montre S.A. y se ubicó en una preciosa casa de estilo Art Nouveau de Le Locle.

La casa ha ido necesitando ampliaciones porque es allí donde se diseñan, fabrican, ensamblan y prueban la mayoría de los relojes de la casa, y sus ventas no han parado de crecer. Y digo la mayoría porque en 2007 el Grupo Richemont asignó la mítica manufactura Minerva a Montblanc para reforzar su pulmón creativo y técnico, y los relojes que llevan sus calibres se hacen en la sede de Minerva en Villeret. Luego hablamos de ella.

Por supuesto las instalaciones de Montblanc siguen los criterios más modernos de construcción industrial para entornos de elevada exigencia técnica, pero también ha retenido una zona «noble» que permite hacerte una idea de cómo era la casa en su momento: elegante y con una porte tranquilo, ideal para el oficio relojero. Además está rodeada de verde, con un conjunto de árboles que cuando estuve allí vestía su mejor traje otoñal.


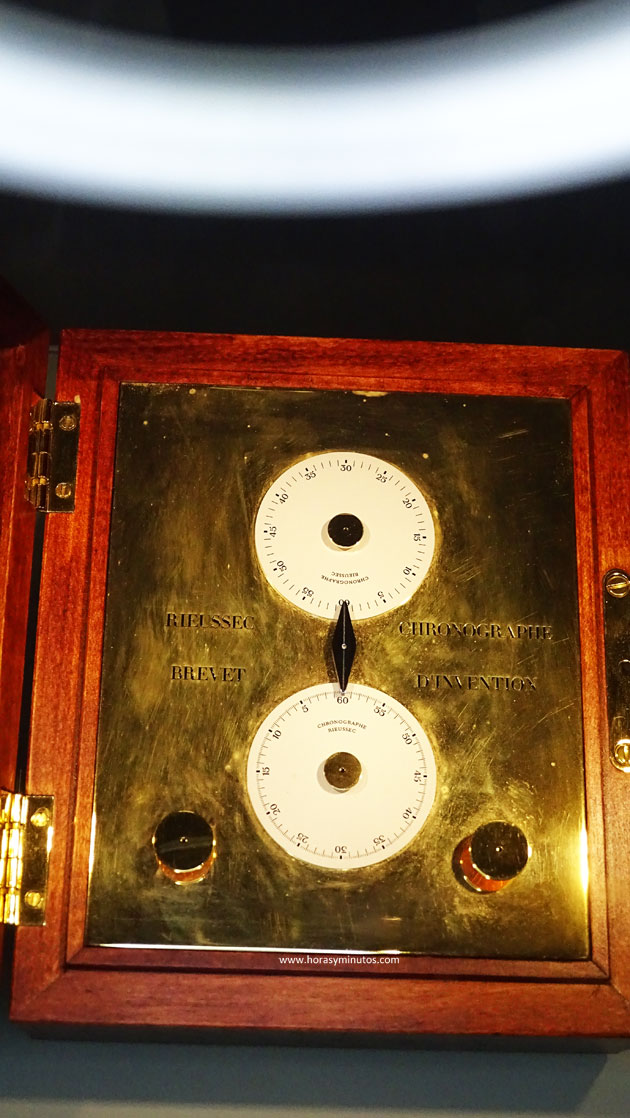
Y, casi dándote la bienvenida, te encuentras con el cronógrafo original de Nicolas Rieussec que sirvió de inspiración para la creación del MB R1000 en 2008, el primer calibre completamente de manufactura y que animó al Nicolas Rieussec Monopusher Chronograph, un enorme éxito cuya vida -en distintas iteraciones- ha llegado hasta nuestros días.
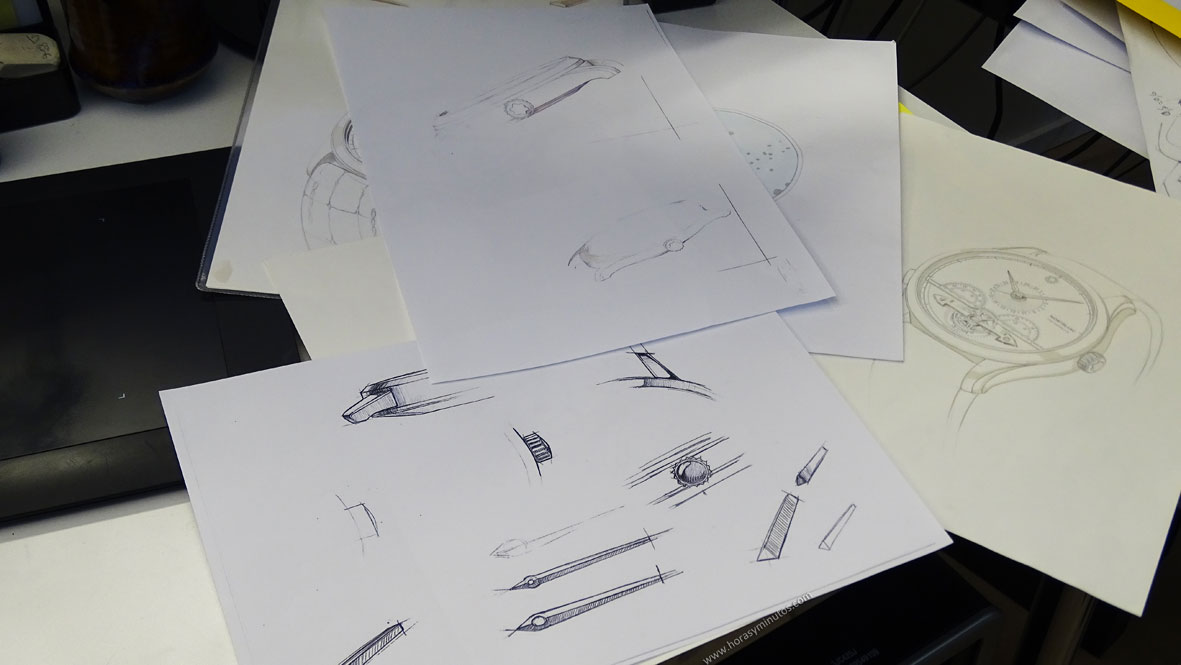
Una vez que entras en la zona de creación lo primero que ves es el departamento de diseño, que se encarga de plasmar sobre el papel (y sobre la pantalla) las ideas para los nuevos relojes o las evoluciones de los ya existentes, un proceso que puede durar meses.
Esos diseños pasan, unos pasos más allá, a los especialistas en desarrollo en 3D que no sólo dan vida tridimensional y realizable al modelo diseñado; también se encargan de introducir todas las mejoras posibles para que la pieza se construya más rápida y económicamente minimizando los tiempos y los errores. Por ejemplo: en la foto de aquí abajo nos explicaron cómo habían creado una pieza de menos de un milímetro de altura que hacía mucho más sencillo encajar la parte superior de la caja sobre la inferior. Un detalle nimio que sin embargo puede evitar tiempos o daños en la caja por no encajarla bien.

Con esos diseños se crean prototipos que permiten examinar cada una de las partes y cómo encajan en el conjunto antes de comenzar la fabricación de los utillajes necesarios para después fabricar los relojes.



Pero una vez que las piezas encajan hay que comprobar que van a seguir encajadas y funcionando durante mucho tiempo, de lo que se encarga el departamento técnico. Allí se prueba cada una de las partes del reloj para simular la vida del producto y comprobar que alcanza el nivel exigido por la marca. Desde meter las esferas en una máquina que las hace envejecer 5 años y comprobar que no se deterioran hasta una máquina que hace vibrar los brazaletes para comprobar su durabilidad.
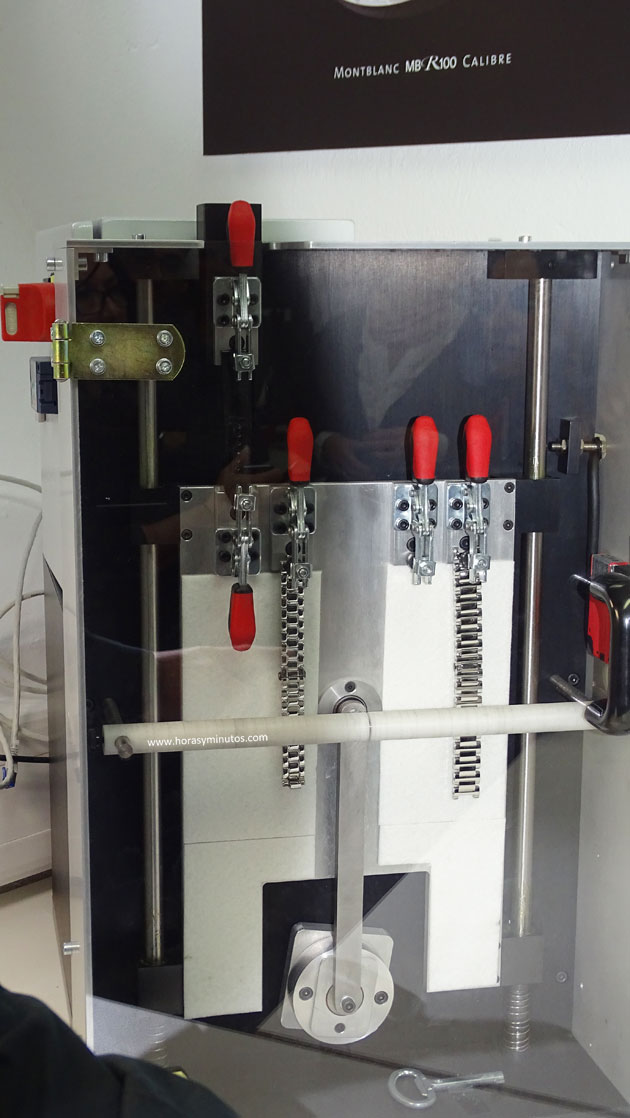
Más ejemplos: vimos una pequeña máquina que lo único que hacía era presionar el pulsador del Heritage Orbis Terrarum (que analizamos en vídeo en esta entrada). No sabemos cuantas veces se repite la prueba, pero en cualquier caso la programación que tenía cargada en esta ocasión era de unas 1.500 pulsaciones. Eso equivale a presionar el pulsador una vez cada día durante más de 4 años; no hay viajero que haga eso, es obvio, pero así son los estándares de calidad de la Manufactura Montblanc.
Las correas de caucho estaban sometidas a 24.000 ciclos de torsión con una fuerza de 5 kilos que comprueba su durabilidad.
Sus hermanas de piel se prueban para comprobar que el desgaste de la parte interior no suponga manchas en la piel (o su peor variante, alergias) o que la exterior no se desgaste demasiado rápido.
En la misma habitación donde se hacen estas pruebas se comprueba también la resistencia al impacto de los relojes acabados, es decir, incluido el movimiento. Para ello se les somete a casi 18.000 caídas con sus correspondientes impactos, con aceleraciones de hasta 1.000 g:
Hay otra en que el reloj cae a una velocidad de 5.000 g. Produce auténtico dolor ver tratar así a un reloj.
La Manufactura Montblanc ha solucionado la falta de espacio creciendo de manera inversa: en vez de construir más plantas (que hubieran desfigurado la casa original) lo que ha hecho es extenderse hacia abajo, creando un Centro de Producción ultramoderno y precioso: las paredes de cristal permiten el paso de una abundante luz natural sólo interrumpida por las siluetas de los también abundantes árboles.


Hay algo que es muy llamativo en una manufactura de relojes: el silencio. Llama la atención poderosamente cómo aunque haya muchas personas trabajando no se oye nada. Y no es que la gente no hable entre ellos, que por supuesto también lo hacen cuando lo necesitan, sino que todo se hace con el menor número de decibelios necesarios. Es fácil de entender porque el ensamblado de un reloj, con sus decenas de pequeñas piezas -algunas de menos de un milímetro- necesita de una concentración intensa, por lo que el ambiente debe ser lo más sosegado posible.

En el Centro de Producción el trabajo está distribuido por labores. Es decir, en una mesa se trabaja en esferas, en otras en el montaje del calibre, etc. Para cada modelo hay un utillaje específico, lo que significa que cada nuevo reloj creado lleva aparejado la fabricación de una enorme cantidad de herramientas únicas. Cada vez que cambia el modelo se cambia de utensilios.

Es también llamativo cómo los equipos de construcción están mayoritariamente formados por mujeres ya que es conocida su mayor capacidad de concentración.
En las mesas que vimos se estaba trabajando sobre el Heritage Chronométrie Quantième Complet Vasco da Gama.


TEST DE CALIDAD DE 500 HORAS
Todos los relojes de la colección Heritage y aquellos desarrollados por Minerva (en su totalidad o sólo las complicaciones) son sometidos al Test de Calidad de 500 horas de la Manufactura Montblanc, una batería de pruebas que garantiza la calidad de el producto completo porque examina todos los aspectos del mismo y simulan los primeros años de funcionamiento:
1- Funcionamiento de la cuerda y del montaje – 4 horas
Los relojes se colocan en cajas y se sujetan sobre los brazos giratorios de un máquina que los hace girar y los somete a vibraciones mucho mayores que las que sufren en la vida real. Al sacarlos se comprueba el estado del ensamblado del reloj.
2- Comprobación continuada de exactitud – 80 horas
Se comprueba de manera continua y en todas las posiciones el ritmo del reloj mediante unos micrófonos que recogen las variaciones de los distintos parámetros del movimiento. Los datos se exportan y se comprueba que se ajustan a los márgenes establecidos.
3- Control de funciones – 336 horas
Este test simula de manera lo más realista posible la vida diaria del reloj: simula las fases en las que el reloj se mueve y cuando está en reposo (porque el usuario se lo ha quitado). Durante la prueba se activan y desactivan las funciones que tiene el reloj (por ejemplo, el pulsador del segundo huso horario) y se comprueba la reserva de marcha.
4- Prueba de funcionamiento general – 80 horas
Se comprueba el funcionamiento general -la marcha y las funciones- en un horno en el que se somete al reloj a cambios de temperatura entre +6 y +45º C. Empieza en +6 porque es la temperatura mínima que va a aportar la piel.
5- Prueba de estanqueidad – 2 horas
Se coloca el reloj sobre una superficie calentada a 45ºC que a continuación se enfría súbitamente. Si el reloj no es completamente hermético se acumulará rocío en la parte interior del cristal de zafiro. Si pasa esa prueba se sumerge en una caja de presión en la que se va aumentando poco a poco dicha presión hasta alcanzar los 3 bar, que equivalen a 30 metros de inmersión.
Una vez terminado el Test se emite un certificado específico para ese reloj y en ese momento está listo para salir de Montblanc con destino a su propietario, quien puede estar bien seguro y hasta orgulloso de la calidad del producto que adquiere. Y nosotros también salimos de sede de Le Locle para dirigirnos a Villeret y visitar Minerva.
MONTBLANC VILLERET: MINERVA

Dentro de un edificio más bien sobrio en el exterior vive uno de los grandes santuarios de la creación relojera. El nombre de Minerva significa maravillosos calibres -fundalmentamente cronógrafos- de una belleza imperecedera. Podéis comprobar a qué me refiero leyendo este artículo sobre el 1858 Chronograph Tachymeter.

Lo primero que hicimos fue subir a la planta superior donde nos esperaba un almuerzo con unas vistas que quitan el hipo:

En esa misma sala una pared refleja la historia de la manufactura desde su creación en 1858 y cuya actividad no ha parado nunca, a pesar de los altos y bajos por los que ha pasado la empresa.

Minerva es una de las pocas manufacturas que pueden fabricar cada uno de los componentes de sus calibres. Eso incluye también el espiral, lo que no deja de ser sorprendente porque tan sólo emplea a 35 personas. Pudimos ver cómo es el proceso: el cable pasa por una máquina que lo hace cada vez más fino, hasta alcanzar el grosor deseado.
Curiosamente este proceso «estresa» el metal y lo deja arrugado e inservible, por lo que debe pasar por un proceso de «desestrés» para que recupere la elasticidad adecuada antes de su montaje en el volante.
EL PUENTE DEL TOURBILLON DEL VILLERET TOURBILLON CYLINDRIQUE GEOSPHÈRES VASCO DA GAMA

Éste es el ejemplo más claro del trabajo que se lleva a cabo en Minerva con sus calibres y que ejemplifica cómo se antepone la calidad y el cuidado en los detalles antes que cualquier otro criterio de producción.
En este reloj el espiral es cilíndrico, así que se decidió que el puente del tourbillon también debía serlo para que existiera una coherencia estética entre todos los componentes del conjunto. Pues bien, eso significa ¡entre dos y dos semanas y media de trabajo de un maestro relojero sólo para el pulido de la pieza! Sobran las palabras.


Pero claro, cuando se ve el antes y el después se entiende por qué llegar a esos extremos de detalle.

Y otro detalle que habla de tradición y perfeccionismo: se utiliza una pequeña máquina antigua para comprobar los volantes; se colocan encima del gran volante de referencia y se comprueba que ambos se mueven al unísono; si es así el volante probado está equilibrado.


Son detalles que difícilmente te vas a encontrar en otras manufacturas y que remarcan el mito de Minerva, que crea calibres maravillosos como estos (lo último que vi antes de irme de la manufactura):

La verdad es que fue una pena tener que marcharnos tan rápidamente; un pesar aumentado por el aire melancólico que acentuaba la suave nieve que caía sobre Villeret y que había empezado a cubrir el paisaje.


Es evidente que aunque la tradición y la historia tienen un papel muy relevante en esta industria, Montblanc tiene todo el derecho de proclamarse como manufactura de alta relojería. Por su rigor técnico, por su constante innovación, por su excelencia cualitativa y por la belleza de sus diseños. Más información en Montblanc.es.