




La sede central de Glashütte Original
Glashütte es una gran ciudad por el valor económico que genera, pero por tamaño no pasa de ser lo que antes se llamaría una Villa. Sin embargo se respira relojería por todas partes. Las diferentes manufacturas se agrupan a poca distancia unas de otras en lo que no es sino un auténtico pozo de perdición para los aficionados a la gran relojería. Entre los edificios más modernos e impresionantes está sin duda el de la manufactura Glashütte Original, que tuvimos la suerte de visitar como continuación al recorrido por la fábrica de esferas (que describí en este artículo).



Cuando entras en el edificio lo que te recibe es un impresionante silencio. Te llegas a preguntar si ese día no hay nadie trabajando, o si ha pasado algo. Pero no: el silencio es algo connatural a una manufactura relojera y, aunque los bancos de trabajo están aislados tras puertas y cristales dobles, todo en la fábrica es silente. Quienes cruzan la entrada o los pasillos lo hacen con un caminar quedo; casi se diría que ni siquiera pisan el suelo. El vestíbulo desemboca en una gran plaza central bendecida por un enorme tragaluz de 23 metros de altura y 300 metros cuadrados de cristal que suaviza los ángulos del edificio con la iluminación que sobre él derrama, y que parece atraer hacia sí las conversaciones para que no molesten a sus inquilinos. Las palabras se desvanecen, una vez escuchadas, en un aire leve.


El edificio de la manufactura Glashütte Original fue inaugurado en 2003. Y, mientras que mantiene todo lo que tiene de tradicional la alta relojería -incluso más de lo que uno pensaría, como veremos luego-, lo hace desde un acercamiento absolutamente contemporáneo y bajo la máxima exigencia productiva. Lo cual, desafortunadamente para el aficionado que lo visita, implica alejarse de los procesos: gran parte del edificio son compartimentos llamados “blancos”, que son los que se encuentran en laboratorios o, cada vez más, empresas de alimentación.

Son zonas cerradas con control de aire y polvo, de manera que no se ponga en peligro labores como el ensamblaje o la decoración, donde una mota de polvo puede rayar la superficie de un calibre o deteriorar el aceite utilizado para lubricar las piezas. Por tanto fotos que son habituales en este tipo de reportajes en este caso han de ser necesariamente las que la propia casa suministra, porque sólo pudimos ver muchos de los pasos desde lo que se acaba convirtiendo en el pasillo de los anhelos: estás tan cerca de la maestría que has ido a ver y sin embargo te separa de ella una barrera de cristal infranqueable. Afortunadamente cada sala tiene en su exterior monitores de vídeo que explican lo que allí se hace y unas vitrinas con los elementos utilizados y su resultado final. No es lo mismo que verlo al borde de la mesa, pero aún así es muy ilustrativo.
Sí pudimos visitar la zona de máquinas numéricas de la manufactura Glashütte Original, en las que se fabrican las piezas más pequeñas que luego se incorporarán a los calibres. A veces he oído decir que en la actualidad la alta relojería no es tal porque la maquinaria de alta precisión se ha incorporado a todos -o casi todos- los procesos. A mí esto me parece absurdo porque algo que siempre ha buscado la relojería ha sido la mejora permanente. Si Louis Abraham Breguet hubiera podido disponer de estas máquinas, ¿las habría usado? Por supuesto que sí. Él siempre fue hacia adelante, probando nuevos escapes, nuevos aceites, nuevas herramientas. Y como él todos los relojeros, incluidos los pioneros que hicieron de Glashütte lo que es hoy día. Por tanto utilizar máquinas que hacen mejores engranajes, mejores ruedas… mejores relojes en definitiva no sólo es lícito, sino que es perfectamente acorde con el espíritu de la relojería.

Las máquinas numéricas cortan las piezas mediante un hilo láser. Se sumergen las piezas en un líquido que mantiene las piezas a una temperatura adecuada para que no se deformen, permitiendo crear un gran número de pequeñas piezas, con grosores muy inferiores al milímetro, en una sola operación. El coste de fabricación a mano de estas piezas sería inasumible.


Otra de las zonas de maquinaria está destinada a la fabricación de ruedas y engranajes. Se parte de largas barras de bronce-berilio, plata natural alemana (alpaca), bronce o acero inoxidable que transitan por también largas máquinas que van cortando piezas según se necesita. Como tantas veces ocurre, la parte menos atractiva de un negocio resulta vital para el mismo. Imaginemos un reloj cuyo tren de engranajes no estuviera construido con precisión; sería absolutamente inservible.



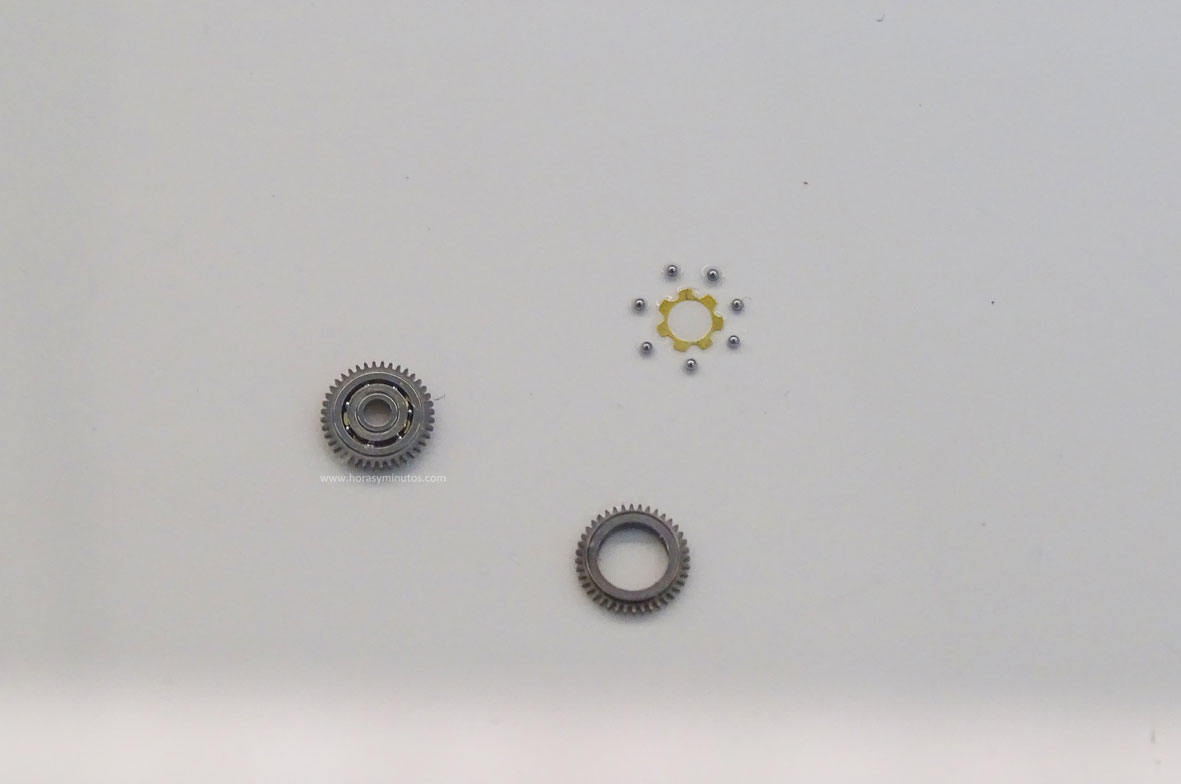
Los elementos expuestos en las vitrinas te dan una idea del microcosmos que significa un reloj. Estamos tan habituados a ver en las fotografías las distintas piezas que se montan en un calibre que cuando te topas con ellas y ves su tamaño infinitesimal comprendes la dificultad de este arte preciso. No sólo eso, te hace admirar los maestros relojeros de antaño que se fabricaban sus propias piezas con herramientas que ellos mismos creaban.

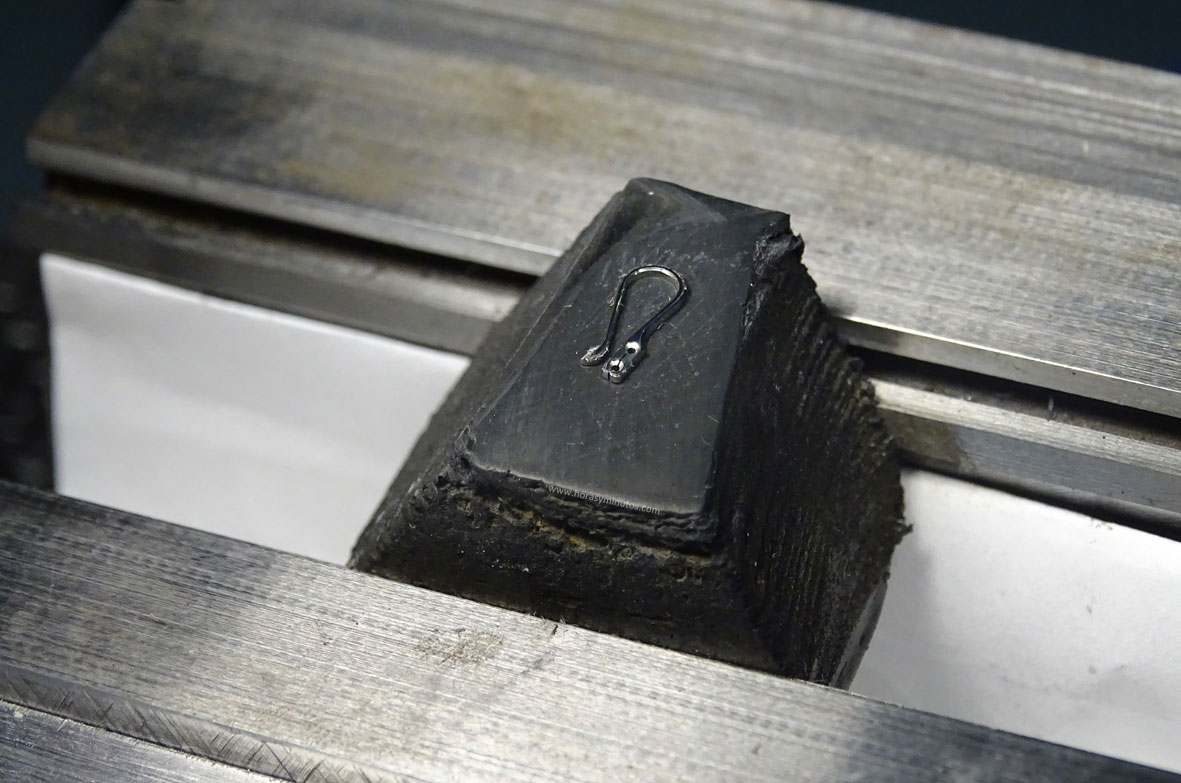
Esto último, crear las propias herramientas, es algo que también vimos en la manufactura Glashütte Original, y precisamente en el departamento que se encarga del acabado de uno de los elementos icónicos de la relojería sajona: el cuello de cisne. Una vez que se tiene la pieza (llegada desde las máquinas numéricas) hay que pulirla.

Cuellos de cisne «en bruto»
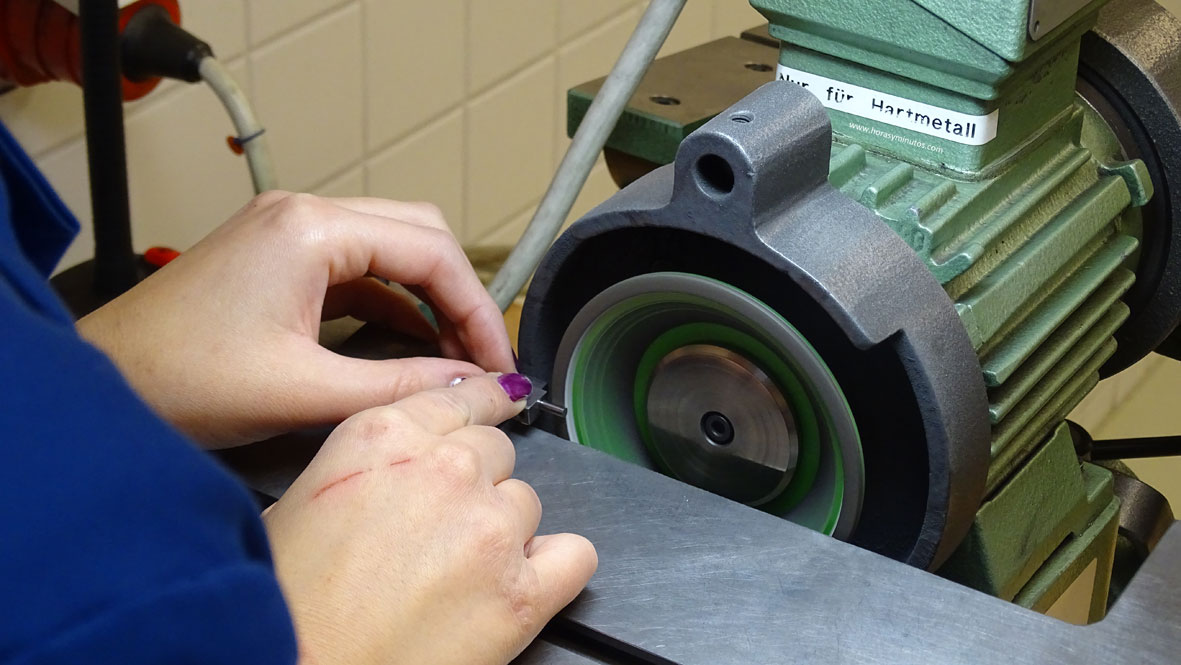
El pulido es un proceso mecánico tan extendido que hasta un vulgar pomo de puerta puede tenerlo, porque lo hacen máquinas de manera industrial desde hace mucho. Pulir con los criterios de exigencia de la manufactura Glashütte Original, sin embargo, es una cosa muy distinta: significa un control con lupa de relojero de muchos aumentos para detectar imperfecciones inapreciables a simple vista. El proceso comienza con un pulido con una máquina que se ha diseñado en la manufactura; de ahí que la foto ilustra sólo la cabeza pulidora, no el mecanismo que permite su movimiento (porque la cabeza no es fija, puede moverse sobre la superficie de la pieza).
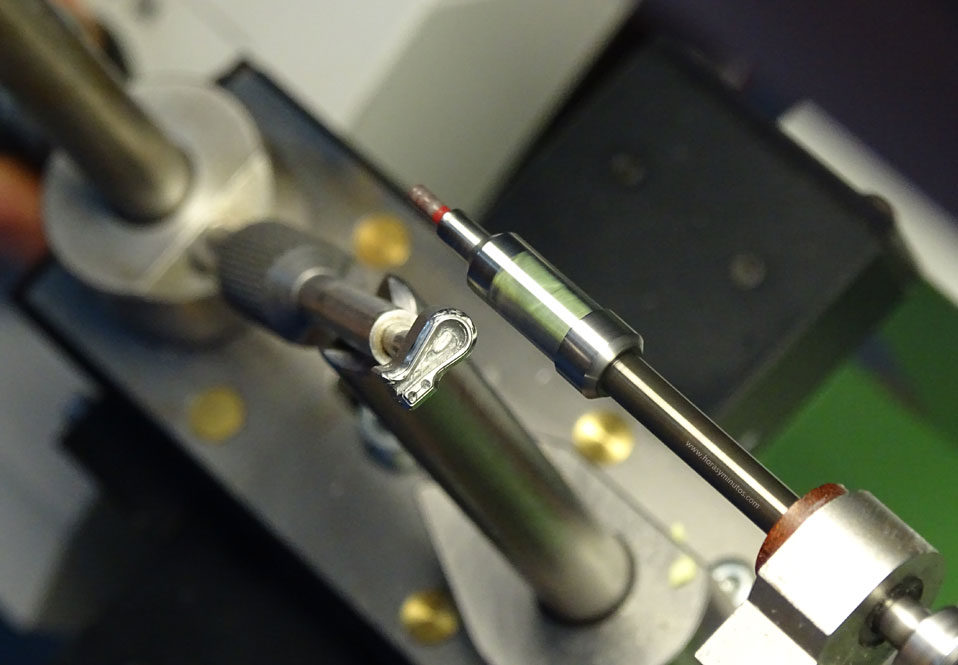
Después se pasa al pulido manual: el técnico utiliza una pieza metálica a la que hace una serie de rayas para que sirva de abrasivo y comienza a pulir el cuello de cisne aplicando presión sobre él y frotándolo de manera rápida y repetida. Y cuando digo “repetida” quiero decir muy repetida: más de una hora se pasa el técnico puliendo, parando, revisando el resultado, volviendo a pulir, volviendo a revisar… Todo ello para dejarlo según los criterios internos de excelencia. El futuro propietario de la pieza jamás podría saber si el cuello de cisne no está tan pulido como de verdad está, pero no importa. La sublimidad de la manufactura Glashütte Original está en también en esos detalles. Sobre todo en esos detalles.
Otro ejemplo de esta obsesión por el detalle se puede ver en los tornillos azulados. Hay una forma muy sencilla de conseguir ese efecto sobre las piezas de acero inoxidable, o cualquier aleación que se use: pintarlas de azul. Esto por supuesto es una impostura inaceptable, porque el producto auténtico se consigue calentado el material hasta que se azula. Para esto hay hornos que azulan a la vez un montón de piezas. No en la manufactura Glashütte Original, en la que el azulado se hace uno a uno. Cada tornillo. Del más grande al más pequeño. El técnico está entrenado para que el tornillo tenga siempre el mismo tono azulado característico, ni más claro ni más oscuro. Parece una proceso simple pero requiere una concentración extrema.
Más procesos sorprendentes de la manufactura Glashütte Original: se comprueba que cada rueda con su correspondiente piñón está correctamente alineada, mediante un proceso propio: se apoya sobre una guía y se la sopla un chorro de aire; mediante un microscopio se comprueba si gira bien o está alabeada. De ser así el técnico (la técnica en este caso), con un toque experto y rápido, endereza la rueda y vuelve a comprobar. Todo el proceso es rápido, como un vídeo de Intagram. Así de avezado es el personal de G.O.
Todas las labores son de una delicadeza extrema, incluso en esos detalles que nos resultan tan conocidas que casi no las apreciamos. El perlado de las platinas se hace con una máquina que erosiona el metal cada vez que lo toca. Sin embargo es la mano de la persona la que hace que cada dibujo sea idéntico al de al lado, aplicando siempre la misma presión.

Es, una vez más, un trabajo que requiere una concentración máxima porque un fallo significa desperdiciar la pieza entera. Si es de acero, todavía. pero si un metal precioso el coste es muy alto. Simplemente hay que fijarse en la cantidad de “perlados” que lleva un calibre para hacernos una idea del ingente trabajo de quien lo hace.

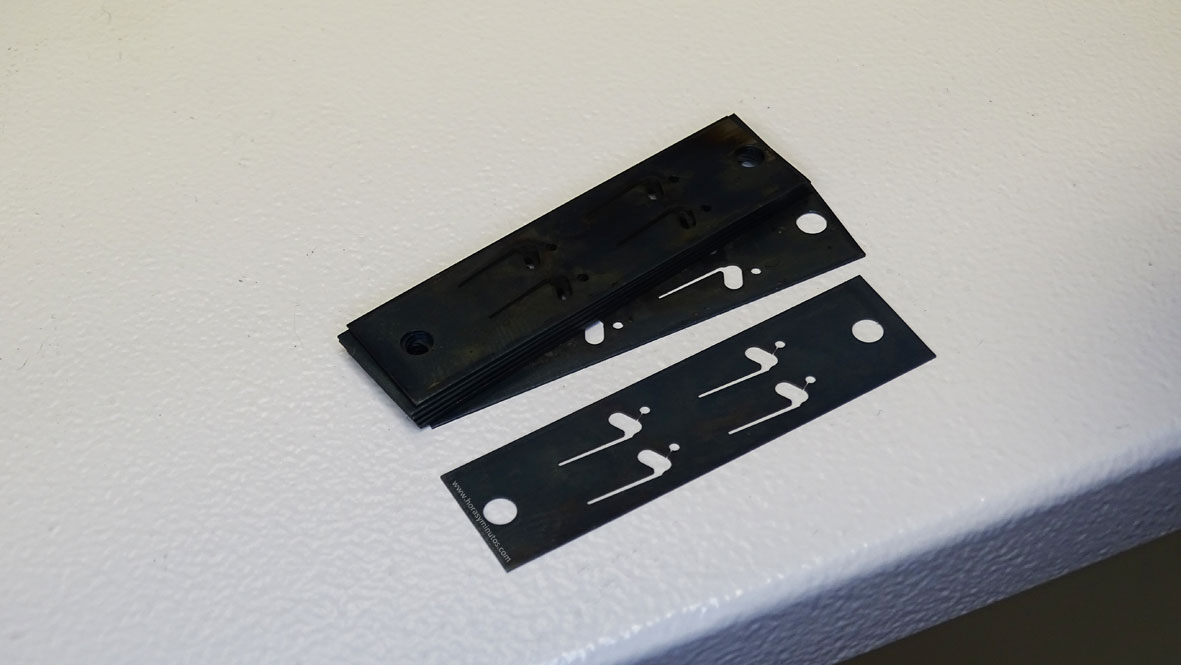
Un último ejemplo para ilustrar, por si a alguien todavía no le había quedado claro, la ingente cantidad de trabajo manual que lleva realizar un reloj de alta gama como los de G. O.: Un simple puente se decora al más puro estilo sajón, para lo que se parte de una pieza de latón en bruto. A continuación se comienza a labrar con diversos buriles relojeros. Después los motivos grabados deben ser cubiertos para poder galvanizar la pieza para posteriormente pulirla. Todo ello con el riesgo de que un simple trazo salga mal y haya que desechar la pieza entera. Los distintos estadios se ven en la foto de abajo, primero a la izquierda, después al centro y el producto acabado a la derecha.


Pero hay algo más en la manufactura Glashütte Original, algo que no se ve y que sin embargo es fundamental para su continuidad: su escuela de relojería, sita en un edificio cercano y que ostenta el nombre de Alfred Helwig. Alfred no sólo fue un excepcional relojero -fue el inventor del tourbillon volante-, sino un magnífico profesor que comenzó su docencia en 1913 en la primera escuela relojera de la zona, fundada en 1878. Para G. O. tener sus propios formandos es garantía de una auténtica integración vertical porque hace que la transmisión del espíritu y los valores de la marca tengan continuidad, algo fundamental en cualquier empresa porque el mercado laboral es siempre cambiante y los técnicos pueden ir y venir, pero la escuela garantiza la correcta y continua transmisión del ADN propio.

La formación académica es continua y recorre todos los tramos. En el primer curso, por ejemplo, se aprende a dar vida a las herramientas relojeras. Es una sección muy manual, muy metalúrgica si se quiere, pero fundamental para que el alumno tenga una vista global y minuciosa del oficio. Por eso en esta fase los alumnos llevan una bata azul índigo, porque el añil es el color tradicionalmente relacionado con los oficios del metal.

Según vamos subiendo escalones nos encontramos con clases más parecidas a la imagen de los relojeros, con pupitres altos para poder apoyar los brazos de manera correcta para que no haya tensión en las manos y poder así enfrentarse al diminuto universo relojero. Aquí sigue mandando el dueño de la manufactura Glashütte Original: el silencio. Vi hablar a un alumno con su profesor y, aunque estaba a 3 metros escasos, no conseguí oír ni el silbido de las eses.


Pudimos ver también los trabajos de fin de carrera de los alumnos que son, claro, relojes. Uno de los grandes estímulos de la escuela relojera es que aquellos que acaben con el nivel más alto entrarán a trabajar en la propia manufactura Glashütte Original. La verdad es que ver algunos de esos proyectos de licenciatura te da idea del enorme futuro de la relojería sajona. Son, en sí mismos, unas maravillas que sin estar hechas por relojeros conocidos serían posesiones preciadas para cualquier aficionado a este arte.



Un último detalle: visitando los últimos cursos de la escuela los alumnos nos tenían preparada una sorpresa; teníamos que hacer un sencillo ejercicio que tan sólo necesitaba de un par de alicates y que hace cualquier alumno de primero: tomar una delgada barra de metal y hacer el logotipo de la casa. Una nadería, ¿verdad? ¡Pues es extraordinariamente difícil! Después de luchar durante un desesperante rato el resultado no puede ser más vergonzante. Parece que lo ha realizado alguien que sólo tiene pulgares en la mano y encima sufre de un Parkinson severo.

En fin, una manera más de reconocer la enorme dificultad del oficio relojero y una excelente manera de finalizar una inolvidable (pero de verdad: inolvidable) visita a la manufactura Glashütte Original, donde nos acogieron, cuidaron y hasta mimaron Michael Hammer, Sebastian Prinz (director de la boutique de la marca) y sobre todo Gitte Hammerström, la más que encantadora relaciones públicas de GO, y la ya citada Victoria Marrero. Ambas fueron, como cuando rezábamos de pequeños, nuestro ángel de la guarda, dulce compañía. Qué viaje feliz fue éste. En lo relojero y sobre todo en lo humano.

Un Glashütte Original en la ventana de la manufactura Glashütte Original desde la que se ve la villa de Glashütte