



Enamorarse de un reloj depende de muchas cosas, pero seguramente la más importante es la primera impresión. Y esa nos la da, en su mayor parte, la esfera. Tiene que ir acompañada de la forma de la caja, pero, si la esfera no nos gusta, no hay nada que hacer. De hecho nunca va a haber nada que hacer, porque es la esfera lo que siempre miramos cuando giramos la muñeca hacia nosotros. Sin embargo, son pocas las casas relojeras que hacen sus propias esferas, precisamente porque es un tema tan crítico que prefieren delegarlo en otros especialistas.
No es ese el caso de Glashütte Original, que es de las pocas manufacturas que también tiene su propia fábrica de esferas. Anteriormente estaba en Pforzheim, pero acaba de trasladar la producción a Glashütte (a unos 500 metros del edificio principal) y yo he tenido la oportunidad de visitarla.


Vamos a ver primero el vídeo promocional de la marca y después lo explico con más detalle:

Antes de salir hacia la manufactura de Glashütte para el ensamblado del reloj, una esfera pasa por unos 75 procesos, lo que da una idea de lo extraordinariamente larga que resulta su fabricación. Se comienza con unas planchas de latón, cobre, zinc o alpaca, según el acabado que se busque. A veces se usa también plata de ley o incluso oro. A continuación se cortan a la medida adecuada, para pasar por distintos puestos según sea la esfera.


Una vez troqueladas las piezas en bruto, que aún no tienen el diámetro final de la esfera, se les dota de levas que ayudan a colocar de manera precisa las esferas en las distintas máquinas. A continuación, se fresan los orificios y los huecos para las agujas, los índices o la indicación de las fases de la luna. Aquí se da al disco su diámetro final y se retiran las levas.

Tras la limpieza, se colocan los llamados pies de esfera, que sirven para ubicar la esfera en el movimiento.






El acabado decorativo en forma de rayos de sol de algunos modelos se aplica utilizando un cepillo giratorio de latón y una mezcla de corindón y piedra pómez. El dispositivo se configura y se maneja manualmente, mientras que un pequeño motor garantiza un movimiento giratorio suave.
El truco consiste en hacer que el acabado sea lo más sutil posible, pero que siga siendo claramente visible. A continuación, se da a las esferas el color deseado en un baño de galvanización especial, en el que la capa galvánica es muy fina para no ocultar los «rayos».


Otro proceso interesante es cómo se consigue el plateado de las esferas de modelos como el Senator: se trata de pasar del color latón a ese sutil color argénteo que presenta la colección. Para ello se emplea unos polvos -cuya fórmula es secreta, claro- que simplemente se mezclan con agua y se aplican con un cepillo de cerdas con un movimiento continuo, uniforme… y a mano.


Es algo que pude probar personalmente y, por sencillo que parezca, es realmente agotador. Necesitas mucha fuerza y mucha constancia para conseguirlo, cosas ambas que quedaron bien patente que yo no tengo. Más allá de lo anecdótico, es de nuevo una muestra de la gran cantidad de tiempo que se necesita para crear una sola unidad.


GALVANIZADO Y LACADO
El color de las esferas depende del diseño del reloj. Durante el galvanizado – también llamado galvanoplastia – se aplica material metálico uniformemente por electrólisis. Los colores típicos son azul, negro, antracita o plata. En el lacado, el color se pulveriza a mano y luego se seca en un horno. Aquí, la paleta de colores va del blanco mate al gris de grano fino y el verde vibrante.
Tanto el galvanizado como el lacado se realizan en salas limpias a las que sólo se puede acceder a través de esclusas que absorben la suciedad y el polvo. De este modo se evitan depósitos no deseados e inclusiones de partículas muy finas.

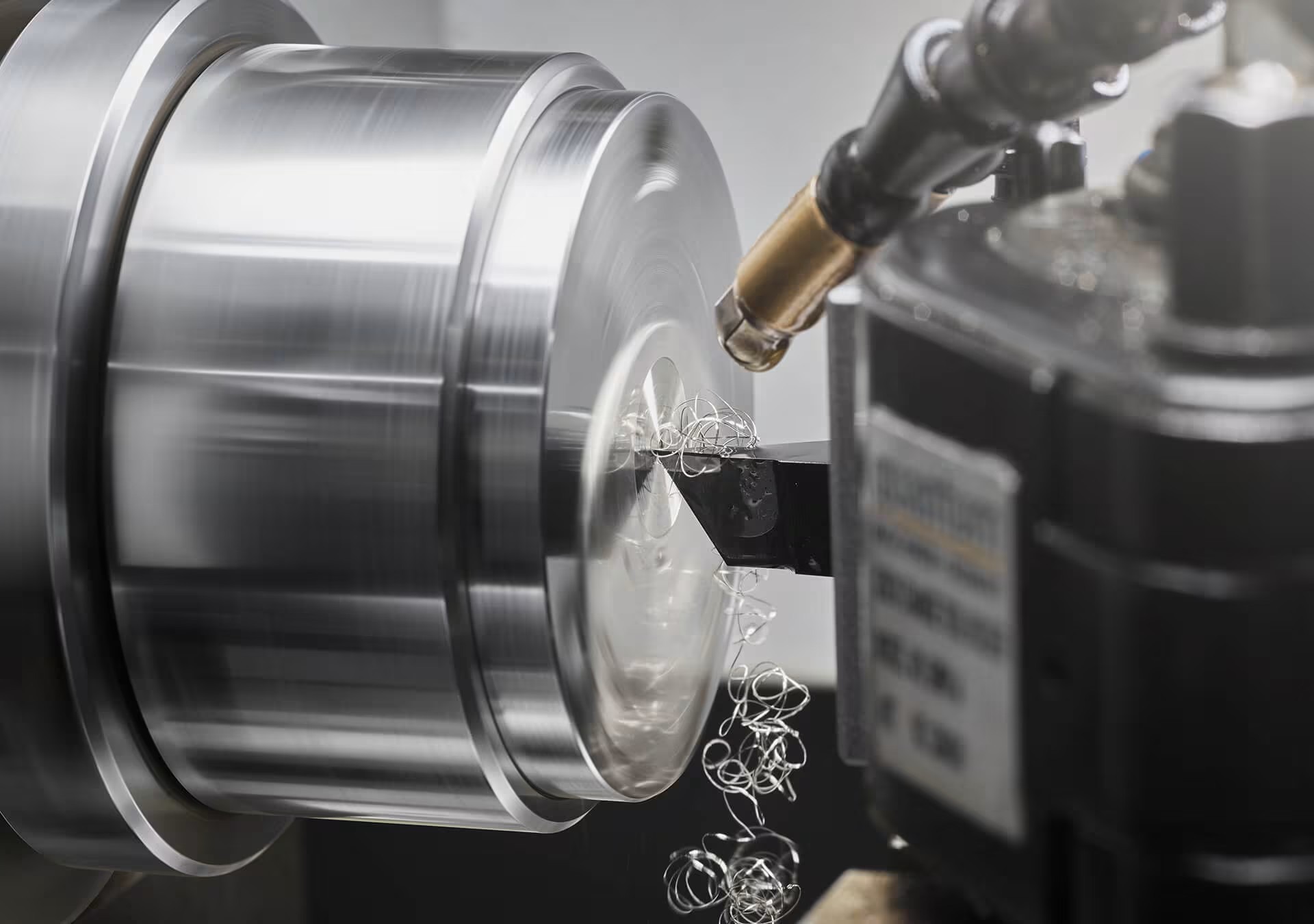
ACABADO CIRCULAR
El acabado circular, el denominado patrón «vinilo», se realiza utilizando un pequeño torno. Aquí, un empleado utiliza una herramienta de torneado para eliminar con cuidado una fina capa de metal de la esfera giratoria en bruto, creando un delicado patrón similar a un surco. Este acabado crea posteriormente reflejos de luz y un efecto de color iridiscente dependiendo de la incidencia de la luz. Este patrón se utiliza especialmente para decorar las subesferas dentro de la esfera, como en algunos modelos Pano o en el SeaQ Chronograph.


ÍNDICES
Hay diferentes formas de tener indicadores horarios en los relojes de Glashütte Original, dependiendo del modelo.
Por ejemplo, para realizar la esfera del Sixties se pasa el dial por la fresadora, que hace el corte de los índices.



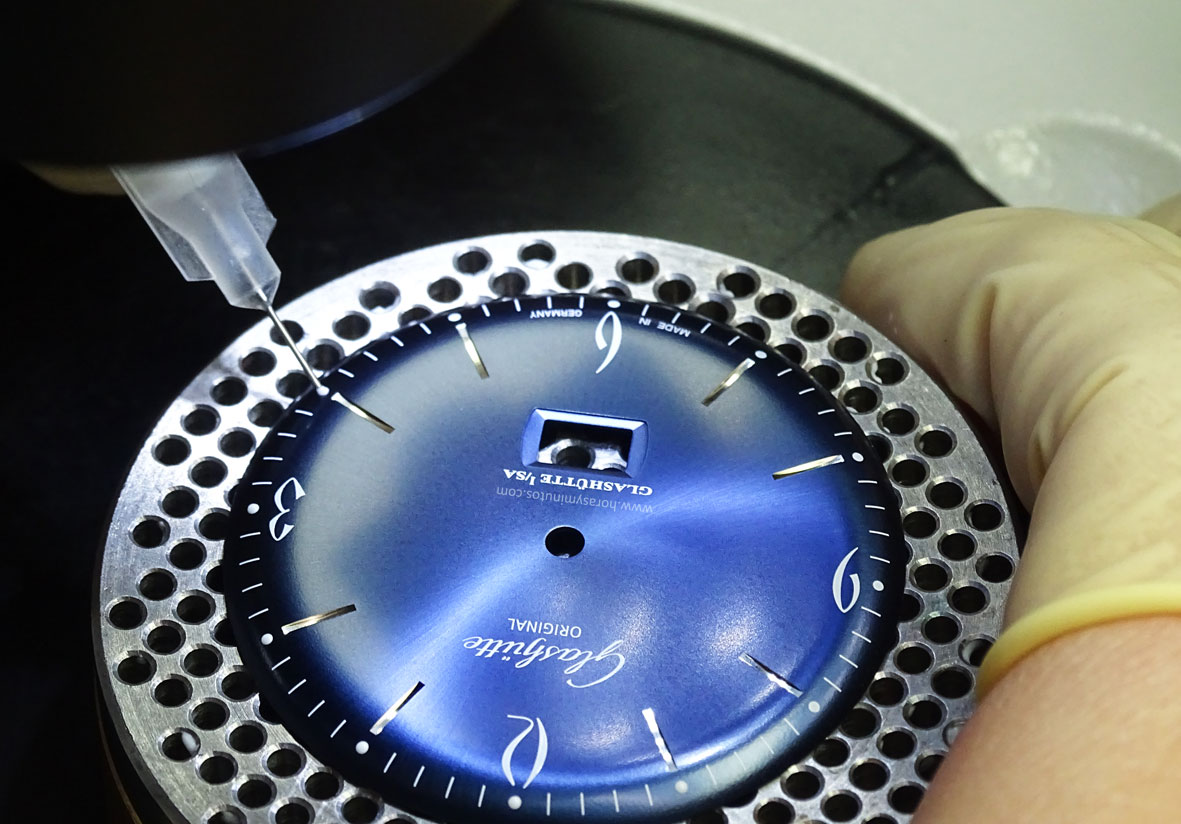
Pero hay otras dos formas: la primera, como en algunos modelos Senator, es mediante el corte por láser, que consigue unos perfiles perfectos. Pero, como nada escapa al proceso manual, a continuación el bajorrelieve creado por el haz de luz se rellena manualmente con la tinta negra que le dará su aspecto final.



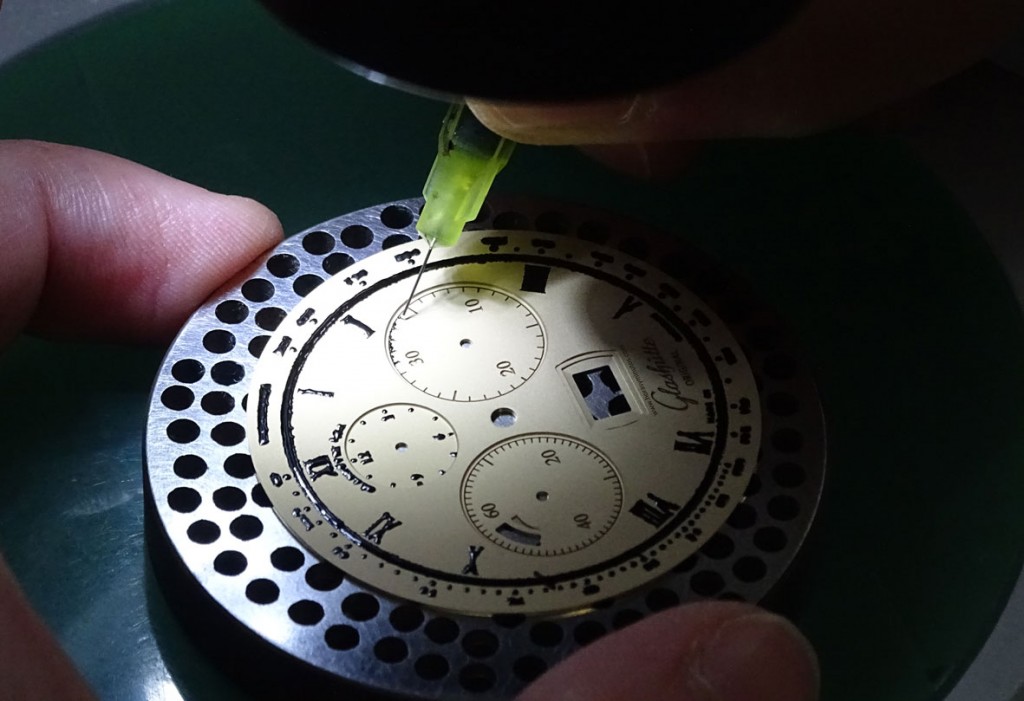

La otra forma es la estampación, un proceso largo en el que primero se ha rellenar el troquel de cristal con tinta en la cantidad exacta.



Una vez que se consigue se moja el globo de silicona para transferirlo a la esfera plateada. Si no es perfecto hay que repetir el proceso en cualquiera de sus fases.

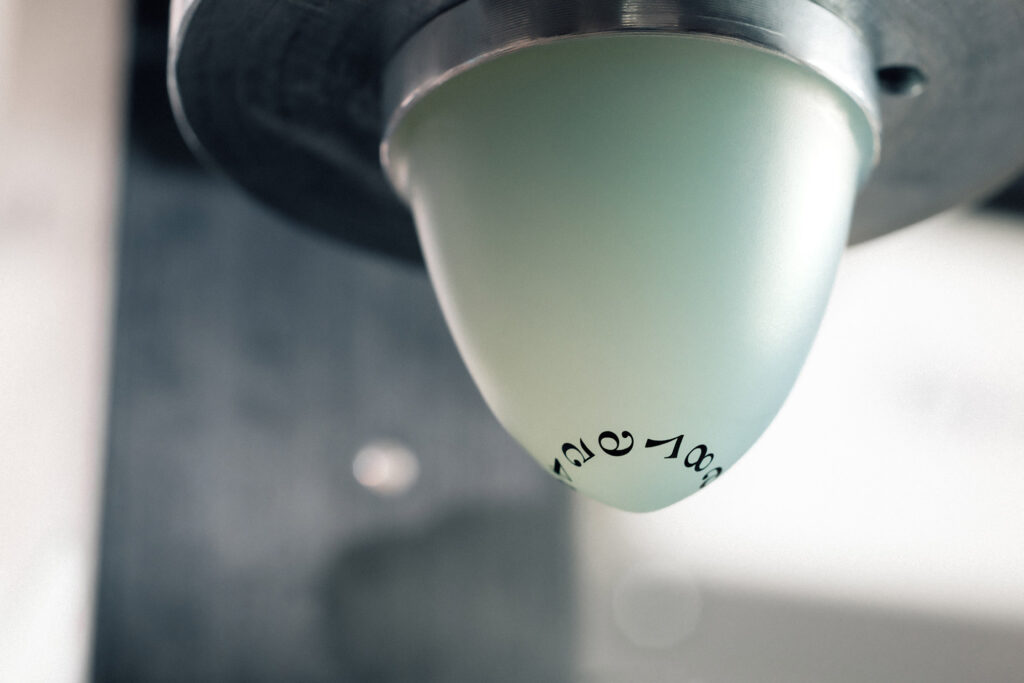
Durante el tiempo que estuvimos en la habitación donde se hacía esta labor, aproximadamente 10 ó 15 minutos, la especialista terminó una esfera. Y eso es porque se debe estampar varias veces para que el resultado tenga textura, de manera que de sensación de volumen y tridimensionalidad.

Más aún: una vez que se moja el tampón no se puede aplicar inmediatamente, porque la tinta se escurriría por la esfera. Hay que esperar a que se seque un poco. Y ese poco hace que se acumule el tiempo de ejecución para cada pieza.

Y, al mismo tiempo, obliga al operario (operaria, en este caso) a saber medir muy bien esos tiempos para que ese «un poco seco» no se convierta en demasiado. Y lo hace de cabeza, no hay un reloj que mida esos tiempos (qué ironía). Y, tras cada pasada, hay que inspeccionar que todo haya quedado bien. De no ser así, hay que comenzar de nuevo.

En las esferas que lo necesitan, se aplican los índices uno a uno.
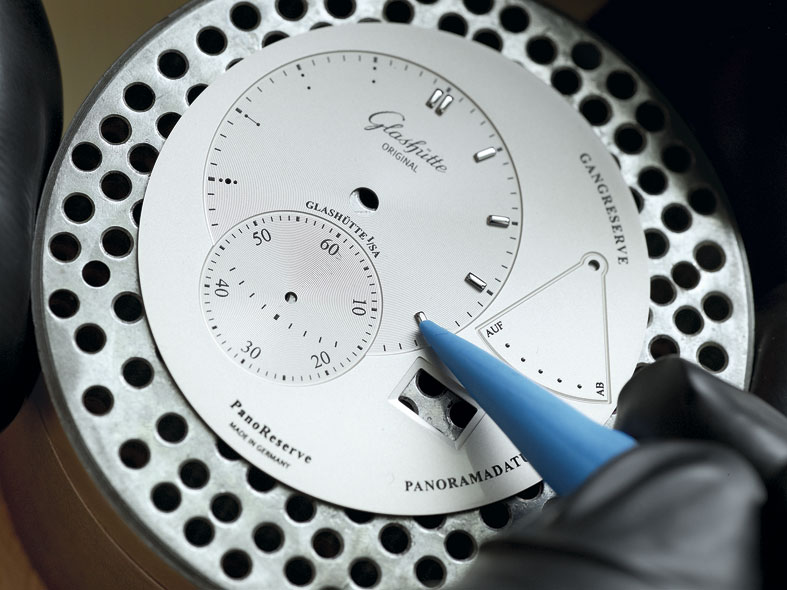
Después se introduce la esfera en una máquina en la que un operario la va girando para soldar la trasera de los índices mediante un láser. Dos golpes por cada índice, uno en cada extremo, con un mínimo de 6 índices por esfera. Echa cuentas del tiempo.


Si es necesario también se aplica la impregnación de SuperLuminova, una vez más a mano para así controlar el proceso y poner más cantidad de lo que sería posible si se hiciera a máquina.

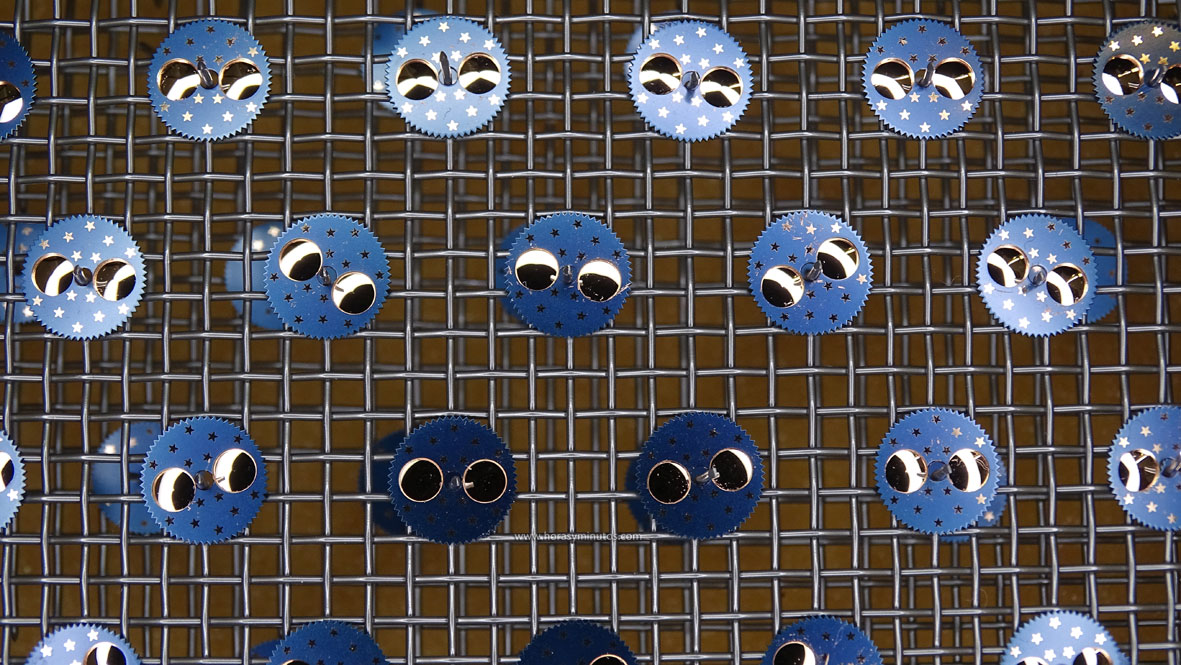
ESFERAS LUNARES

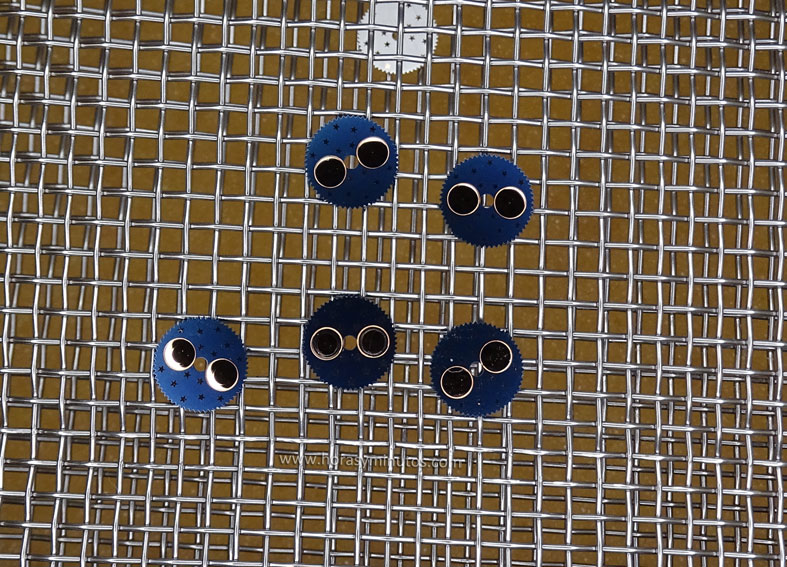
Una de mis partes favoritas es la creación de estos «seres animados» de la esfera, que son en realidad el disco de las fases lunares y que requieren de un proceso muy particular. Una vez cortada la esfera -con los dientes que se engranarán con otras ruedas para darle movimiento-, se pule a espejo. A continuación una máquina pinta las estrellas con una sustancia protectora porque después la pequeña esfera pasa a un baño galvánico que le acabará dando el tono azul del firmamento.


Una vez vestido de noche el dial se somete a un rebaje que serán al cabo las dos esferas lunares, que irán trazando su camino en la esfera de los relojes con esa complicación. El resultado es hipnótico.


PLATEADO POR FRICCIÓN
Con el plateado manual por fricción, la fábrica de esferas de Glashütte Original retoma una técnica artesanal rica en tradición que solo practican unos pocos especialistas. En un primer paso, se graba cuidadosamente la esfera de oro en bruto. A continuación, los grabados se rellenan con laca negra y la esfera se cuece en un horno.


Después, la esfera se platea por fricción, un elaborado proceso en el que se frota suavemente una mezcla de polvo de plata fina, sal y agua sobre la superficie de la esfera con un pincel. De este modo, la esfera adquiere un acabado uniforme y suavemente brillante.


Como se puede ver, crear una esfera de alta relojería no es un trabajo baladí. Ciertamente le damos mucha importancia al calibre (como no puede ser de otro modo), pero espero que este artículo haya servido para conocer todo el trabajo que lleva crear una esfera y el trabajo y la artesanía que envuelve, en este aspecto también, todo lo que hace Glashütte Original.
